
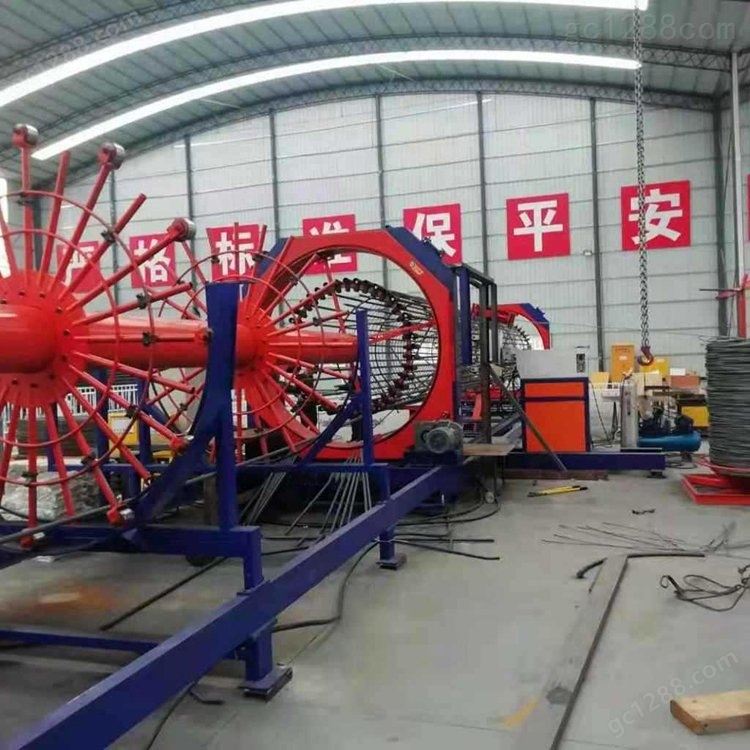










滚焊机又称缝焊,是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,滚焊机产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,滚焊机也可用三(单)相整流、中频、高频的直流电流。滚焊机广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱 中密封容器的薄板焊接。一般焊接厚度在单板3mm以内。
滚焊机的原理:采用可调行程气缸加压,避免上下电极碰撞损伤。采用三相无极调速电极驱动,焊接速度调整方便、稳定。滚焊机巧妙合理的内部结构,减少发热导致的焊接性能减弱银轴瓦旋转导电优良接触,很大限度减少电能转换的损失。

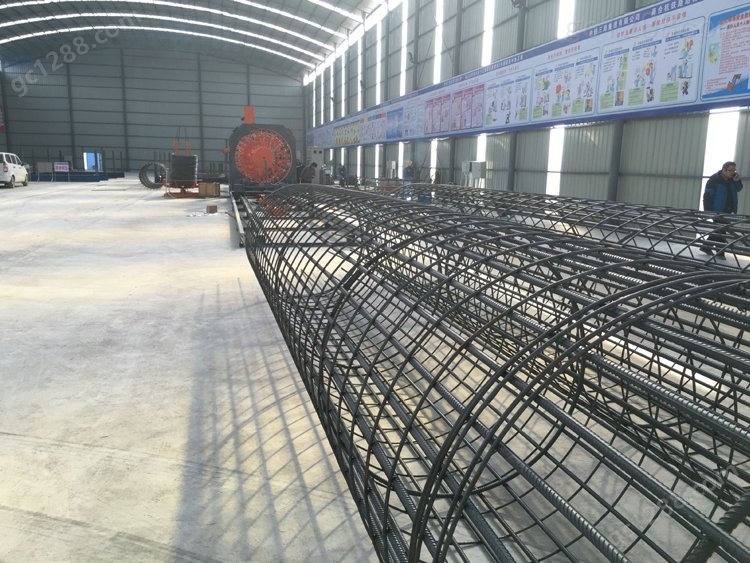
在滚焊机加工生产物料的过程中,频繁发生焊接不结实的问题。下面我们看一下发生这个故障的原因及排除办法。
故障原因:
1.焊接电压过低。
2.焊接轮凹槽过深。
3.钢筋表面油污及锈蚀严重。
4.焊接轮或导电轮压力过小。
5.导电块或导电轮磨损过大。
6.导电铜套凹槽过深、松动、槽内过脏。
7.焊接变压器二次侧连接的铜板、钢箔接触不良,各接触面有氧化现象或各紧固螺丝松动。
排除办法:
1.检查焊接电压和时间是否符合要求。
2.更换新槽。
3.滚焊机钢筋是否满足要求。
4.看看滚焊机的焊接轮及导电轮与摩擦片之间解除电阻是否会过大。调整电压。
5.电套与导电块之间解除电阻是否过大。
6.清洗并拧紧。
7.检查焊点是否在纵环筋的交叉点上,也就是控制焊接的接近开关被感应是否正确。

大家购买机器后使用过程中一定记得遵循这些规定。
滚焊机产生故障时,是需要我们注意的,不能不管。接下来小编为大家介绍下滚焊机产生故障的排查方法。
1、机械方面问题
电机的转子和定子受到磨损,或者轴承磨损,间隙偏大,一般会出现正传和倒转的现象,这个时候可以用手盘动一下电机,一般可以感受到间隙的,如果出现这种情况,就需要拆开维修了。
2、三相电机缺相或者不平衡
三相异步电动机的其中一相电源断路,会出现缺相,严重不平衡,会出现上边所说的有时正转有时反转的现象,电机缺相是比较严重问题,需要及时解决,否则的话,会烧电机的,这个用万用表或者通过三相钳表测量电压电流电阻来判断出来。
3、电机无力
如果某些负载有反弹力,例如,水泵里边有堆积的水锤,而电机本身由于漏磁等原因而造成启动扭力不足,这些水锤和其他负载也有可能反过来扭动一下电机,这种情况可以断开负载来判断出来是否出现这个问题。
4、启动电路问题
如果电路里边有正反转控制,这或许是控制线路上出了一些问题,也有可能是某个元件损坏造成启动时候反转上的误动作,那么,出现这种情况就需要看电路图来逐个排除,可以取消了反转元件,然后查看还会不会出现这种问题。

温馨提示:
因产品特殊性,以上产品价格、属性仅供参考,以上报价非全款,具体客服。









所有评论仅代表网友意见,与本站立场无关。