





日本Sakamura阪村HNP HBP HPF HF HFW系列热锻镦成形机_3-4工位 锻造力21000KN
| |||||
关于Sakamura阪村热锻镦机 | |||||
| |||||
| 简介 | |||||
 | |||||
热锻镦成形机型号 | |||||
| |||||
日本Sakamura阪村HNP系列螺母热锻镦机_3工位/锻造力4800kN | |||||
| |||||
特征 | |||||
| |||||
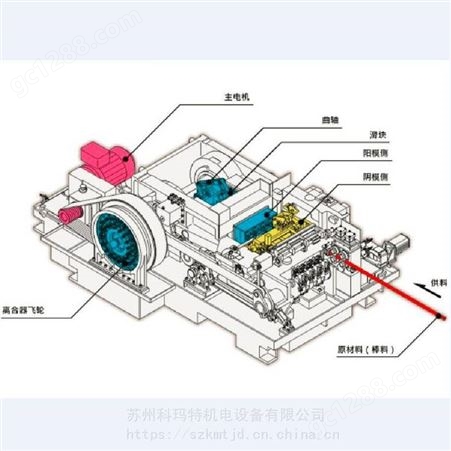
配备了切断工位以及,3工位的锻造工位 1:开放镦粗#2:成形#3:开孔)的成形机。 #1工位是独立的双滑块方式,切断后,通过上顶推杆搬送到#2工位镦粗。 简易形状的六角螺母,轴承的套圈,法兰螺母,四角螺母,锁紧螺母,垫圈等,能够应用于单一产品的生产。 | |||||
技术参数 | |||||
型号 | 工位数 | 切断直径×长度(ɸmm×mmL) | KO量 (mm) | 锻造力 | 生产速度 |
HNP-60SS | 3 | 25×30 | 35 | 700 | 200 |
HNP-80SS | 3 | 35×40 | 45 | 1,600 | 180 |
HNP-100SS | 3 | 40×55 | 50 | 2,300 | 150 |
HNP-120SS | 3 | 45×60 | 50 | 3,500 | 140 |
HNP-140SS | 3 | 46×55 | 45 | 4,800 | 130 |
日本Sakamura阪村HBP系列轴承热锻镦机_4工位/锻造力8000KN | |||||
| |||||
特征 | |||||
| |||||
配备了切断工位以及,4工位的锻造工位 1:开放镦粗#2:成形(预备成形)#3:内外套圈分离(成形)#4:开孔)的成形机。 作为能够分离滚珠轴承的内外套圈的成形机而开发的HBP系列,在#3,#4工位配备了PKO机构,以及在#4工位配备了DTR机构。 | |||||
技术参数 | |||||
型号 | 工位数 | 切断直径×长度(ɸmm×mmL) | KO量 (mm) | 锻造力 | 生产速度 |
HBP-80SS | 4 | 34×40 | 35 | 2,000 | 160 |
HBP-100SS | 4 | 45×55 | 40 | 3,300 | 150 |
HBP-120SS | 4 | 45×65 | 50 | 3,800 | 130 |
HBP-160SS | 4 | 60×110 | 80 | 8,000 | 100 |
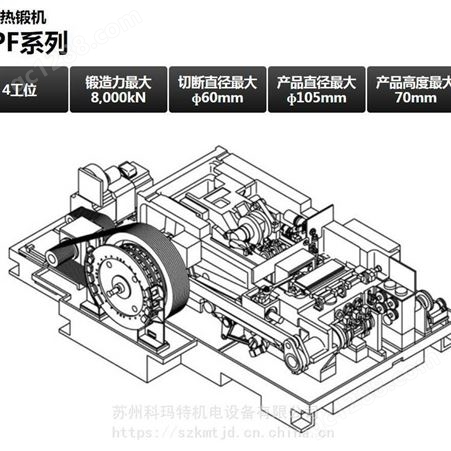
日本Sakamura阪村HPF系列零件热锻镦机_4工位/锻造力8000KN | |||||
| |||||
特征 | |||||
| |||||
配备了切断工位以及,4工位的锻造工位 1:开放镦粗#2:成形(预备成形)#3:内外套圈分离(成形)#4:开孔)的成形机。 HPF系列,使用简易的卸料板将轴承的内外圈分离。 以及,加入了预备成形,被应用于更复杂形状的汽车零件生产。 | |||||
技术参数 | |||||
型号 | 工位数 | 切断直径×长度(ɸmm×mmL) | KO量 (mm) | 锻造力 | 生产速度 |
HPF-80 | 4 | 34×60 | 50 | 2,000 | 170 |
HPF-100 | 4 | 40×70 | 60 | 3,500 | 140 |
HPF-120 | 4 | 45×70 | 65 | 3,800 | 120 |
HPF-160 | 4 | 60×110 | 80 | 8,000 | 100 |
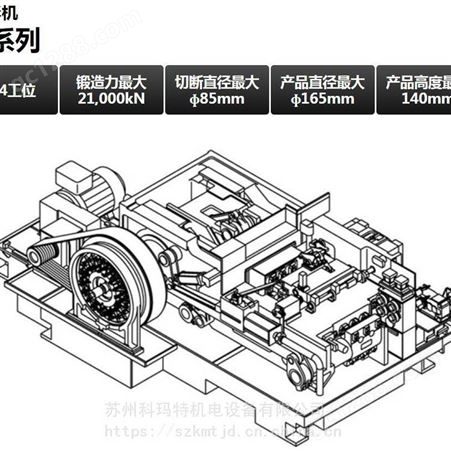
日本Sakamura阪村HF系列热成形机_3-4工位/锻造力21000KN | |||||
| |||||
特征 | |||||
| |||||
采用了单一滑块,#1工位不再是开放镦粗,而是模腔内成形的成形机。不仅满足轴承套圈加工的同时,也可满足其他多样化和超薄化需求产品加工,进行成形的系列。有3工位和4工位的规格,轴承当然可以制作,还由于能够对应汽车用的轮毂毛坯以及薄型零件的需求,更的成形也能实现的系列。 | |||||
技术参数 | |||||
型号 | 工位数 | 切断直径×长度(ɸmm×mmL) | KO量 (mm) | 锻造力 | 生产速度 |
HF-250-3 | 3 | 34×50 | 35 | 2,500 | 160 |
HF-500-3 | 3 | 50×70 | 60 | 5,000 | 120 |
HF-800-4 | 4 | 60×110 | 80 | 8,000 | 100 |
HF-1000E | 4 | 60×110 | 80 | 10,000 | 90 |
HF-1800E | 4 | 85×175 | 180 | 18,000 | 70 |
HF-2100E | 4 | 85×175 | 180 | 21,000 | 70 |
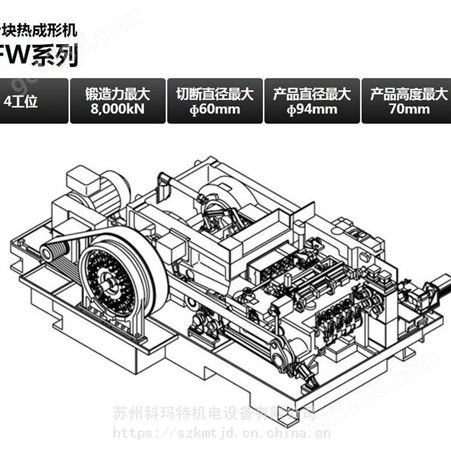
日本Sakamura阪村HFW系列双滑块热成形机_4工位/锻造力8000KN | |||||
| |||||
特征 | |||||
| |||||
是HF系列采用了双滑块。 与以前的双滑块(HNP,HBP,HPF)的#1滑块和#2,3,4滑块的前死点为110°异型结构而不同,各自的滑块前死点错开约10°,目的是为了在前死点负载的分散,减轻末端处理时的偏心负载 | |||||



















所有评论仅代表网友意见,与本站立场无关。