







日本进口sanyo山阳离合器齿毂多工位冲孔切边开槽机_冷成形设备中国代理商 -日本进口sanyo山阳离合器齿毂冲孔切边双工位冷成形机床4MP-2H -日本进口sanyo山阳离合器齿毂冲孔切边开槽3工位冷成形机床4MP-3H -日本进口sanyo山阳离合器齿毂冲孔切边4工位冷成形机床4MP-4H | ||
简介 | ||
| ||
日本进口sanyo山阳冲孔成形设备是对离合器齿毂油孔冲孔、卡簧槽成形、端面精切边,实现高速的多工位多工序同时加工。此外,通过附加的运输设备和自动工件定位装置,实现操作自动化无人驾驶。 根据客户要求,日本进口sanyo山阳离合器齿毂冲孔冷成形设备可以实现由内向外和由外向内冲孔的自由切换。 | ||
工件举例 | ||
| ||
机床型号 | ||
1.日本进口sanyo山阳离合器齿毂冲孔切边双工位冷成形设备4MP-2H 日本进口sanyo山阳离合器齿毂冲孔切边双工位冷成形机床4MP-2H | ||
| ||
规格 | ||
周期时间 | 1孔开模时间0.35秒以内(包含分度时间) | |
NC装置 | FANUNC POER-MATE-iH | |
-工件旋转分度用 | ||
-夹具(工件)上下移动用(特别附件) | ||
驱动源 | 气压、油压 | |
-油压max 140kg/cm³ | ||
-气压max 140kg/cm³ | ||
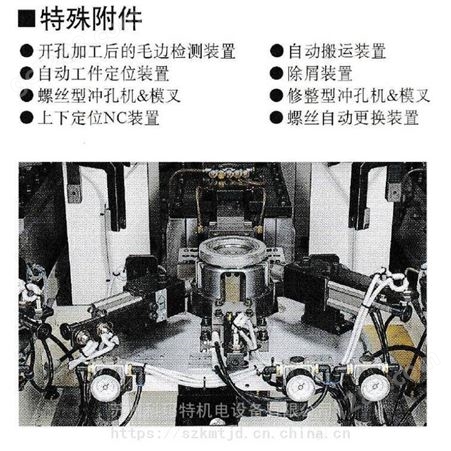
特殊附件 | ||
| ||
-开孔后的毛边检测装置 | -自动搬运装置 | |
-自动定位装置 | -除屑装置 | |
-螺丝型冲孔机&模具 | -修整型冲孔机&模具 | |
-上下定位的NC装置 | -螺丝型自动更换装置 | |
用途 | ||
本机的作用是高速、短时间的对离合器齿毂的端面修整切边(镜面切割)及螺丝开孔(油孔开孔)。另外通过安装搬运装置和自动定位装置,可以实现全自动无人化运作。 | ||
特征 | ||
-无需担心发生钻孔加工的面毛面 | ||
-通过冲孔机&模具进行加工,刀具寿命延长,工具管理简单。 | ||
-切屑以固体状态排出,处理容易。 | ||
-无需配置切削油装置,有利于改善工厂环境 | ||
-各部件以及夹具上下移动通过伺服控制,孔位置调整,更换零件只用程序控制,十分简单。 | ||
-油孔直径差别可以通过螺丝自动更换装置调整,无需更换夹头。 | ||
2.日本进口sanyo山阳离合器齿毂冲孔切边开槽3工位冷成形设备4MP-3H 日本进口sanyo山阳离合器齿毂冲孔切边开槽3工位冷成形机床4MP-3H | ||
| ||
规格 | ||
周期时间 | 1孔开模时间0.35秒以内(包含分度时间) | |
NC装置 | FANUNC POER-MATE-iH | |
-工件旋转分度用 | ||
-压力滑块驱动用 | ||
-压力滑块换活用 | ||
-夹具(工件)上下移动用(特别附件) | ||
驱动源 | 气压、油压 | |
油压3.5MPa | ||
气压0.35MPa | ||
特殊附件 | ||
-开孔后的毛边检测装置 | -自动搬运装置 | |
-自动定位装置 | -除屑装置 | |
-螺丝型冲孔机&模具 | -修整型冲孔机&模具 | |
用途 | ||
本机的作用是高速、短时间的对离合器齿毂的端面修整切边(镜面切割)、螺丝开孔(油孔开孔)、卡簧槽成形加工。 将以前用油压驱动的加工换成伺服马达驱动,从而实现速度。 通过凸轮式搬运装置和挡块装置的组合,可以实现高速全自动无人化运作。 | ||
特征 | ||
-无需担心发生钻孔加工的面毛面 | ||
-通过冲孔机&模具进行加工,刀具寿命延长,工具管理简单。 | ||
-切屑以固体状态排出,处理容易。 | ||
-无需配置切削油装置,有利于改善工厂环境 | ||
-各部件以及夹具上下移动通过伺服控制,孔位置调整,更换零件只用程序控制,十分简单。 | ||
-油孔直径差别可以通过螺丝自动更换装置调整,无需更换夹头。 | ||
 | ||
3.日本进口sanyo山阳离合器齿毂冲孔切边4工位冷成形设备4MP-4H 日本进口sanyo山阳离合器齿毂冲孔切边4工位冷成形机床4MP-4H
| ||






所有评论仅代表网友意见,与本站立场无关。