






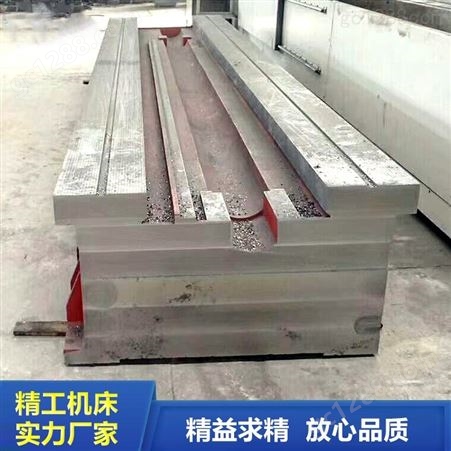






机床床身铸件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。机床床身铸件按国家标准GB9439-88制造。树脂砂型刚度好,浇注初期砂型强度高这就有条件利用铸铁凝固过程的石墨化膨胀,有效地消除缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。
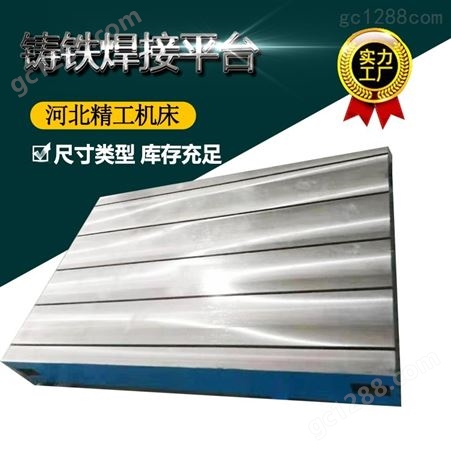
机床床身铸件均采用树脂砂、消失模实型铸造,单件达到40吨以上,年生产量在8500吨。 材质均为细腻的灰口铸铁HT200-HT300,的配比,更高的抗拉抗弯强度,使您购买无后顾之忧。流行的热处理工艺,使铸件的应力变形减少到最小度。长久使用更趋于稳定。
灰铸铁件标准:GB9439—88














所有评论仅代表网友意见,与本站立场无关。