



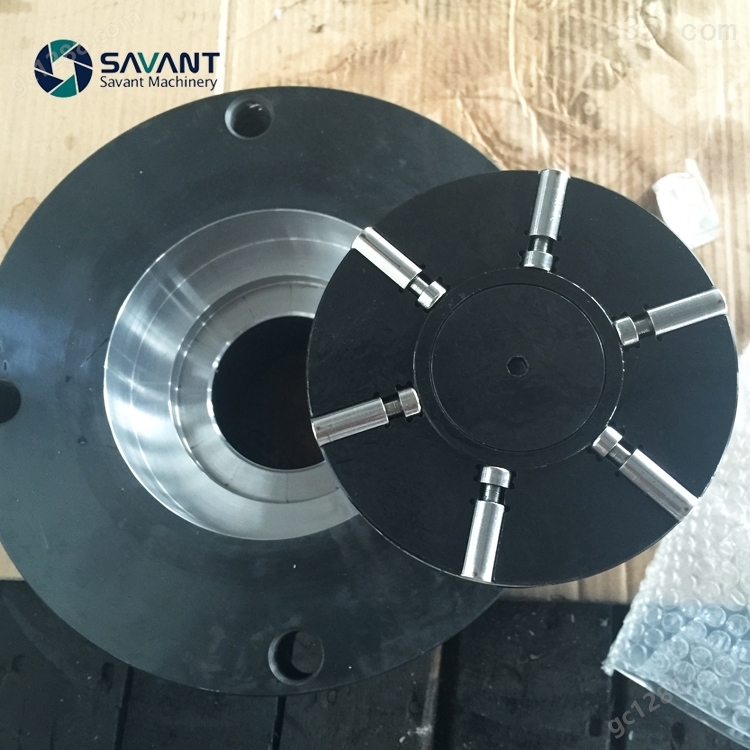





SAVANT赛万特对接型端面滚压刀平面挤压刀
端面滚压头



SV-PZ
平面对接滚压工具操作和使用说明
SV-PZ平面滚压工具是利用旋转设备的驱动机,带动工具(或工件)旋转,使加工后的产品表面粗糙度≤Ra0.2μm。

一 产品性能和规格:
1 本系列工具可安装在普通铣床、钻床、车床、CNC加工中心上使用,无需设备;
2 适用于硬度<HRC40°的金属材料平面滚压加工;
3 SV-PZ型适用于圆形平端面加工,可加工的小直径为Φ5mm;
4 SV-PY型可横向移动加工,无加工宽度限制;
5 加工后表面粗糙度可提高;
6 与常规的加工方法相比时间缩短5-10倍,有效地提高了工作效率;
7 本工具可以根椐客户要求设计定制。
二 操作方法:
1 将工具安装在铣床、钻床、车床、加工中心上;
2 将工件平放在工作台夹紧,使工具与工件的待加工面成垂直状态;
3 选择适当的加工余量及转速;
4 本工具可以是工具旋转,也可以是工件旋转;
三 维护与保养:
1 为了延长工具的使用寿命,日常的维护与保养十分重要;
2 需要更换工具配件时,拆卸前请在工作台面垫上干净、柔软的物品以防工具零部件滑落及摔伤;
3 滚柱、保持架的更换: 手握柄部,将工具滚压头部向上,旋出螺纹盖即可取出滚柱和保持架,滚柱必需成组更换;
4 芯轴的更换: 先卸下螺纹盖、保持架及滚柱,再卸下外壳(外壳为反向螺纹)后松动无头螺钉即可取下芯轴。
5 必需保持工具工作部位的清洁,润滑。经常清洗清理滚针与保持套内的积物,每次使用后应做防锈处理。
注意事项:
1、为了获得合理的滚压余量,应根据工件本身情况(主要是材质、硬度、滚压前表面的粗糙度)有所选择。故批量加工前应试加工2-3件,求出合适滚压值。
2、选择清洁的低粘度冷却润滑油,(供参考)
材料 | 涧滑油 | 比例 |
钢件 | 机油加柴油 | 3:7 |
铝件 | 机油加煤油 | 3:7 |
铜件 | 32#变压器油 | |
铸件 | 机油加柴油 | 3:7 |
3、工件必须有足够的壁厚,若壁太薄,应在减少壁厚之前滚压。或有一个型架来支撑内部或周边。
4、滚压部位不宜有较深的刀痕,刀纹应均匀、松弛。

赛万特对接型端面滚压刀平面挤压刀



所有评论仅代表网友意见,与本站立场无关。