1 设备用途
东风本田汽车零部件有限公司(以下简称“DHAC”)采购青岛淳九机器控股有限公司2台抛丸设备,用于曲轴锻造生产时对工件进行抛丸处理。
2.1设备配件一览表
| 设备名称 | 规格 | 数量 | 备注 |
| 抛丸设备 | 回转式 | 2台 | |
| 构成清单 |
| 1 | 回转机构 | 见技术文件 | 2套 | 回转工作台、自转机构 |
| 2 | 抛丸机构 | 见技术文件 | 2套 | 如:抛头等 |
| 3 | 钢丸循环系统 | 见技术文件 | 2套 | 螺旋输送、斗式提升等 |
| 4 | 除尘装置 | 见技术文件 | 2套 | 布袋式除尘器,含风管、烟囱等 |
| 5 | 夹具 | 见技术文件 | 6套 | 每个机种1套/台 |
| 6 | 控制系统 | 见技术文件 | 2套 | |
| 7 | 其它 | 见技术文件 | | 如:配合联机联调、钢丸等 |
| 8 | 技术资料和文件 | 见技术文件 | 3套 | |
| 9 | 备件及易损件 | 提供推荐的清单,货源、分项报价等信息 | 2套 | |
| 10 | 设计费 | | | |
| 11 | 捆包、运输及保险 | | | |
| 12 | 安装指导、调试 | | | |
| 13 | 培训费 | | | |
*3.1单台设备节拍:抛丸时间9秒/件,辅助时间5秒/件(回转、除尘等),合计14秒/件。
3.2工作制度:3班制×每班8小时连续生产,一周连续运转5天或6天,满负荷生产时,全年工作时间246天。
3.3设备单台开动率: 99%(以一周5天为单位,制度工作120小时/周,计划停止43小时/周除外)。
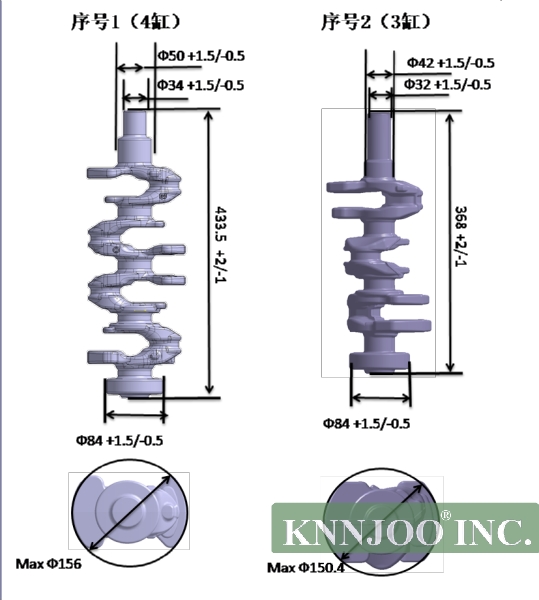
4.1工件范围:长度360~482mm,宽度125~162mm,高度100~140mm,重量为:9~25kg/件。
4.2工件信息:
| 序号 | 类别 | 材料牌号 | 长度/mm | 宽度/mm | 高度/mm | 抛丸后
重量/kg | 备注 |
| 1 | 4缸 | S30CKS1 | 433.5 | 148.5 | 121 | 12 | 详见附图1 |
| 2 | 3缸 | HS20CMS1 | 368 | 132.7 | 106 | 9 |
| 3 | 4缸 | S30CKS1 | 433.5 | 148.5 | 131.5 | 14 |
4.3工件抛丸后的品质要求:
*4.3.1表面粗糙度Rz200S内。
4.3.2表面不得有残留氧化皮、钢珠等。
4.3.3在整个抛丸过程中,不能产生表面划伤、磕碰等不良现象。(伤痕深度≤0.2mm)
4.3.4在抛丸过程中锻字无缺损,须保持清晰。
4 设备性能
*5.1设备能力:满足直径300mm×长750m,重量50kg的工件抛丸处理。
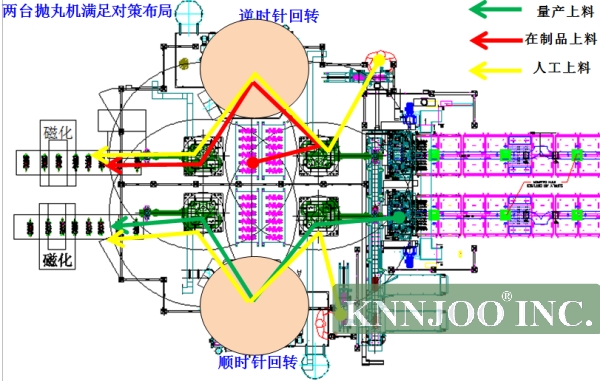
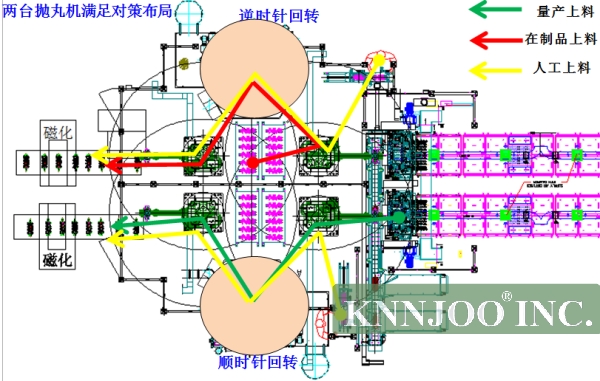
*5.2单台设备布局尺寸:长5m×宽3m×高5m内,设备布局和物流方向,详见附图2和附图3。
*5.3设备安装及配管配线在地面上,DHAC无需准备地坑。
*5.4为便于故障时工件取出,工件的装夹高度约FL1000mm。
5.5为实现机器人的上下料,设备上下料空间口尺寸须不低于1000mm×560mm。
5.6每个抛头采用变频控制,抛射能力不低于460kg/min,抛射速度:0~80m/s。
5.7耐久性要求:设备能够实现24H×6天/周的连续生产,没有因故障导致停机的现象;
5.8机种更换:10分钟内完成(包括夹具更换、程序切换等,品质确认除外)。
5.9设计时须考虑维护保养的便捷性,如消耗部品的定期更换作业、油料添加、钢丸添加、设备点检作业等。
5.10为保证环境整洁和安全作业,在抛丸过程中不能出现钢丸、氧化皮及其它杂物飞溅出设备外的现象。
*5.11设备量产时,噪音85dB以内(距离设备侧1.5m,离地高度1.2m)。
5.12设计制作时需满足DHAC锻造设备通用技术条件和DHAC 通用设备设施安全标准要求,以及国家和行业的相关规定。
6设备构成
设备构成包括:回转机构、抛丸机构、钢丸循环系统、除尘装置、夹具及控制系统等。
6.1回转机构
采用回转工作台和自转机构,以实现工件的公转和自转。
6.1.1回转工作台:
*6.1.1.1作用:采用三工位120°分布,通过工作台回转实现将工件输送到各工位(上料工位→抛丸工位→下料工位)。
6.1.1.2为避免与机器人干涉,回转工作台重复定位精度在±3mm内。
6.1.1.3为避免钢丸飞溅对各工位影响,在回转工作台上各工位间配置有隔板,将抛丸工位与上、下料工位分隔开。
6.1.1.4不能因氧化皮、钢丸等导致回转工作台发生卡住或其他异常现象。
6.1.2自转机构:
6.1.2.1为保证工件各表面抛丸效果,仅在抛丸工位处工件能实现自转。
6.1.2.2工件自转采用变频控制,速度范围0~30rpm。




