





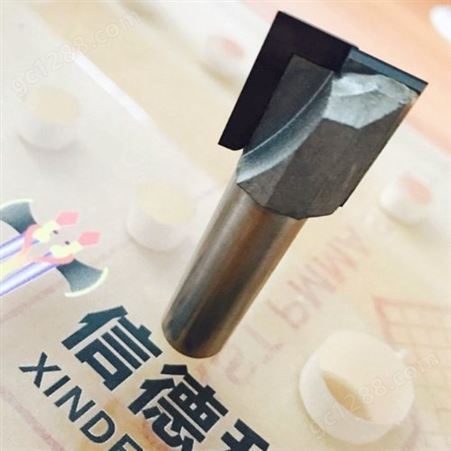








信德利——金刚石刀具,切铝金刚石刀具销售一般都是用在那些工厂使用
金刚石厚膜刀具制备过程复杂,因金刚石与低熔点金属及其合金之间具有很高的界面能。金刚石很难被一般的低熔点焊料合金所浸润。可焊性极差,难以制作复杂几何形状刀具,故TDF焊接刀具不能应用在高速铣削中。
需要金刚石刀具,切铝金刚石刀具销售,就找东莞信德利,欢迎大家我们!金刚石刀具,切铝金刚石刀具销售我们是专业的。

信德利——金钢石(PCD)刀具的刃磨余量
通常在刀具制作过程中,刃磨的费用是很高的,尽量减小去除量是追求的目标。小的加工余量依赖于切割方式及加热过程对金钢石(PCD)的损伤深度的大小。它由三部分组成:一是切割方式对表层的损伤深度;二是切割方式对内部组织的损伤深度;三是加热方式的影响。
我们相信用户只要在刀具上舍得投入,那么在产出上就一定会有成倍的收获,即:使用质量好的刀具,如信德利的金钢石(PCD)刀具,将减少工作中存在问题的机率,让工作工序更顺利,获得更优异的工作产品,提升产品质量,让产品更有竞争力。

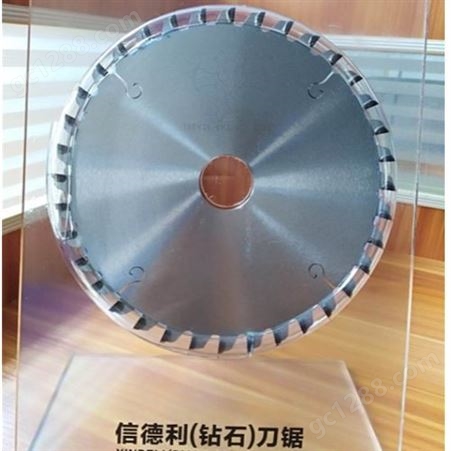
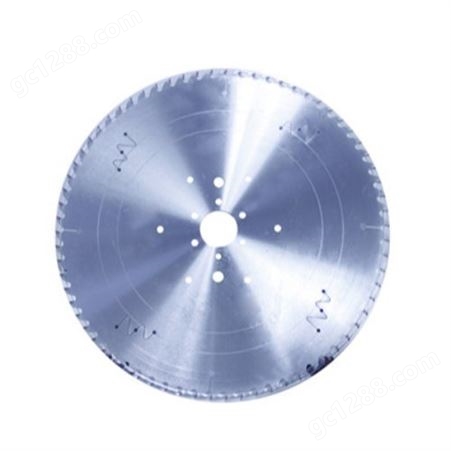
信德利——PCD金刚石 V-CUT刀具的选用标准
1. 板厚大于0.8mm加工板选用20齿钻石V-CUT刀。
2. 板厚0.6mm--0.8mm加工板选用100齿合金刀,或30齿钻石V-CUT刀。
3. 板厚小于或等于0.3mm加工板建议使用钻石圆盘刀。
4.客户依生产需要选择不同角度刀具,常规刀具为30°、45°、60°;角度越小越容易损耗,低于30°的刀具属于非标准刀具,建议客户尽量避免使用以减低成本。
5. 加工高硬度厚板为无卤素板以及铝基板,依生产材料不同,在生产中加工速度应适当调整,以10~20m/min为宜;以此可改善刀具使用效果及寿命。;其加工板均为:FR2、FR4、CEM3、CEM1,板厚在0.8mm~1.6mm之间, 以15~40m/min为宜,保证产品质量,提高产能








所有评论仅代表网友意见,与本站立场无关。