






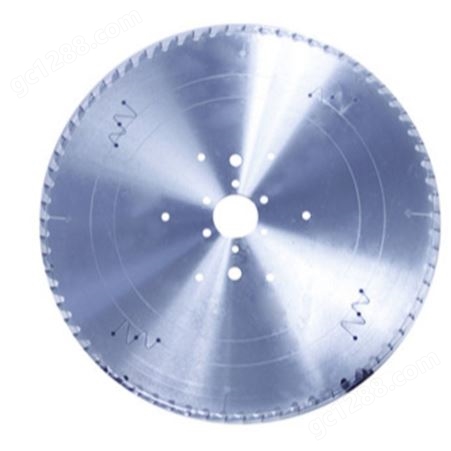







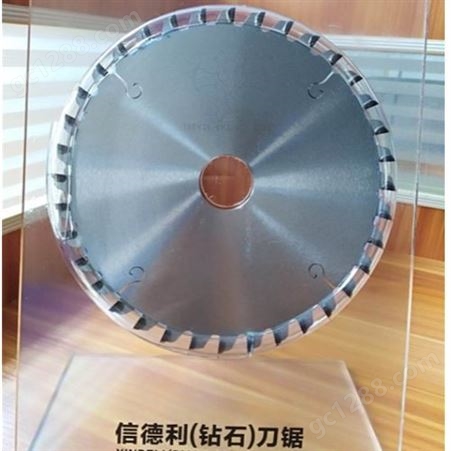
金刚石锯片——什么是形位误差?
形状和位置误差简称形位误差。
形状误差是指实际形状对理想形状的变动量。这个变动量就是实际得到的误差值。它是用来表示零件表面的一条线,或一个面,加工后本身所产生的误差,是实际测得值。测量时理想形状相对于实际形状的位置,应按较小条件来确定。
位置误差是实际位置对理想位置的变动量,它是用来表示零件上的两个或两个以上的线面加工后本身所产生的误差,是实际测得值。测量时,理想位置是相对于基准的理想形状位置面确定的,基准的理想位置应符合较小条件。

信德利——锯机因受结构型式的限制而存在如下问题
四柱框架式锯机这种结构的锯机多为组合锯机,特别是大型组合锯机几乎全都采用这种结构,因为四条立柱及其上下连接的框架形成了极为稳固的基础。而且立柱高,横梁长,纵梁宽,能放入大型荒料锯切。刀轴采用非悬臂的多支承结构,刀座纵横方向的承力点距离大,没有偏转力矩的作用,受力均匀,因而能装较多的锯片。如国外的大型组锯可装70片刀,国产机也可装置30片刀。这样大型荒料装入后即可效率,高质量地进行多层次锯切,还可根据不同荒料规格和材质选择优质的锯切参数。如采用变频调速能方便地改变锯片转速和走刀速度,可准确地控制进刀量和分片移位,主要的锯切参数都由电脑控制数字或屏幕显示,自动地完成锯切全部过程。
因此要保证刀轴的精度不会有大的变化,除对刀轴的安装精度进行必要的检验调整外,对刀轴的选材、热处理及表面处理也很重要。我们生产的组锯刀轴采用合金钢制造,除进行调质处理以保证刀轴具备良好的刚度不易变形外,还对表面深层进行超音频淬火处理(较高频淬火硬层深)。然后外表面再进行镀硬铬处理,最后再经磨床磨削加工而成。用此法加工的刀轴表面光洁,不锈蚀,硬度高(HRC60以上),硬层厚,不易磨损和碰刮损伤,长期使用后仍能保证刀轴具有较高的精度。








所有评论仅代表网友意见,与本站立场无关。