

设备名称:无损密封测试仪
学术别名:无损密封测试仪、包装密封仪、密封性测定仪、塑料袋密封检测仪、包装泄漏测试仪、气体泄漏仪、包装密封试验仪
应用范围:主要用于适用于食品、制药、医疗器械等行业的包装袋、瓶、管、罐、盒等的密封试验。亦可进行包装件封口质量分析。软袋密封测试仪
又叫包装检漏仪,是生产、加工企业专门用来检测食品、乳制品以及制药行业的包装袋、瓶子、罐子等容器密封性的仪器,从而保证产品不会因为包装泄漏而产生质量问题(有些泄漏点是肉眼看不到的),延长产品的货架期。
密封测试仪主要适用于检测包装的完整性,通过测试判断包装是否存在泄漏问题。
密封测试仪连接到一个测试室,特别设计来容纳需要被检测的包装。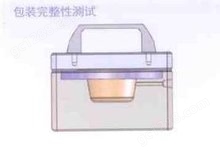 测试腔
测试腔
包装被置于要被抽真空的实验腔内。单或双真空传感器技术用于监控测试室为两个层次的真空状态同样也监测预定测试时间段的真空变化,绝dui真空和相对真空的变化暗含了包装中存在的泄漏和缺陷。
气体密封性能检测原理
理想气体状态方程
在普通物理学的概念上,通常任何物质都具有固态、液态和气态,而气态是物质存在的各状态中较特殊的状态,它本身既无一定形状、也无一定体积,它的形状和体积取决于盛装气体的容器。任意数量的气体都能被无限地膨胀而充满于任何形状大小的容器之中。
为了对气体进行客观细致的研究,需要对客观气体分子进行一些假设限定,这些经过限定了的气体称为"理想气体"。而描述"理想气体"状态变化规律的数学议程式,称为"理想气体的状态方程"。即:
PV/T=R
式中R是气体普适常量,即对所有气体均普遍适用的常量。
对于质量为M,分子量为μ的气体,则表述为:
PV=M/RT
式中常量R的数值取决于P,V,T等所用的单位。在单位制中,P的单位用Pa,V用m3,T用K,则R=8.314J/K.mol。
盖·吕萨克定律
从理想气体状态方程可以推导出,一定质量的气体,在压强不变的情况下,它的体积跟热力学温度成正比。
即:若P1=P2,则:V1/T1=V2/T2
上式中P1、V1、T1表示气体在初始状态下的压力、体积和温度;P2、V2、T2表示该气体在zui终状态下的压力,体积和温度。这个方程表明一定质量的气体,不管其状态如何变化,它的压强和体积的乘积除了绝sui温度,所得之商始终保持不变。这就是采用气体对工件进行密封性能检测的基本原理。
工件泄漏检测和判定
假设有一个被测工件(或物体)的内腔容积是V,腔内压力是P,在温度恒定的情况下,经过几秒或几十秒后,它的内腔容积没有变化,而腔内压力下降了一个确定值△P,这时我们就可以判定该工件气体密封性能不好,或者叫做"有泄漏工件"。否则认为该被检测工件气体密封性能良好或叫做"无泄漏工件"。在实际工业生产过程中,绝dui无泄漏工件是极少的。在实际检测过程中,通常总是根据该工件具体的应用环境条件和状态给出一个允许泄漏值,当工件泄漏值小于该值时则认为该工件"无泄漏"称为合格品。只有工件泄漏值大于该值时才认为"不合格"或"严重泄漏"。
漏孔、漏率和漏率的单位
工件有泄漏,必定有"漏孔"。这里通常指的漏孔是非常微小的,其截面形状也各不相同,漏孔漏气的路径也各式各样。
漏孔经常出现在物质组织疏松、裂纹、裂隙、应力集中、弯折、可拆卸等部件。大多数是由于加工工艺不合理,结构不合理、安装不合理等原因造成的。
漏孔的几何尺寸是很微小的,因此它不能用我们的肉眼所觉察,加工漏气路径又各式各样,截面形状又很复杂,所以漏孔的大小极难用它的几何尺寸来度量。
由气体定律PV=M/RT可知,当温度一定时,气体的质量可以用气体的压强和体积的乘积PV(即气体量)来表示,而PV又是容易测量的,所以"漏孔"的大小可以用单位时间泄漏的气体量(PV)来表示,称为漏率。其物理意义为:压强x体积/时间。漏率的单位为"瓦特"(W)或Pa.m3/s。1W=1Pa.m3/S=103Pa.L/S=7.5Torr.L/S。漏孔的漏率也就是通过漏孔的气体流量,这个气体流量受环境温度、漏孔两端的压差(即工件内外压差)和气体各类等因素的影响。从漏率单位的量纲我们可以看到:由于1Pa=1N/m2,1J=1N.m;因此1Pa.m3/S=1J/S=1W。
由此可见PV单位表示的流量本质上就是单位时间穿过某一截面的能量,它并不是气体分子本身携带的动能或位能,而是使气体分子通过某一截面流动所需的能量。
气密仪检测工作原理
气密仪根据检测方式不同主要可分为直压式和差压式两大类。
当谈到为产品做微量检测时,我们可能会想到称量用的天平。
直压方式检测相当于用电子天平进行微量称量。若有一个充满气的气球(相当于被测工件),在电子天平上称出质量后,若气球(被测工件)有泄漏则电子天平称出的质量会减少,这两次称量有一质量差,这个质量差就是气球(被测工件)的泄漏量。
直压方式检测泄漏的过程与此极为相似:
直压型气密仪检测操作过程是这样的:对工件的被测容腔在一定压力条件下(具体压力参数由生产线检测工艺规程决定)进行充气、保持一定时间后,切断被测工件和气源的并记录下此时的压力示值,经过一定时间(数秒或数十秒)后,再次读取压力示值并和前次记录的压力示值进行比较。若被测容腔有泄漏,则两次压力示值有一个差值。此差值大小反映工件在检测时间周期内的泄漏状态,差值越大表示工件泄漏越严重。只要此差值在允许范围内,即可认为被测工件合格。反之,为不合格。
差压方式检测相当于杠杆天平称量。天平一端放有"基准砝码(参考物)",另端放入待检零件,不断的增减零件的数量使天平达到平衡时,砝码(参考物)的质量即为零件的质量。
气体密封性能检测仪的基本工作原理同天平一样,一端是基准参考物(标准品),另一端是被测零件(被测品)。但是,其测量顺序与天平正好相反,基准参考物与被测工件两边同时充入相同压力的空气,使"天平"--差压传感器两端平衡。如果被测工件有泄漏,即使是微小泄漏,"天平"也将失去平衡,从而检测出两端因泄漏而产生的差压。气体密封性能检测仪将根据差压的变化测出工件的具体泄漏量,然后判断被测工件是否合格,并将这些信息传送给操作人员。因为标准品与被测工件形状、大小都相同,并且检测过程中,两端的外部环境状况一样,所以这种测试方法可以消除温度、振动等环境因素的影响,得到高精度的测量结果。
直压型气密仪和差压型气密仪的检测原理是相同的,它们的主要差别是检测方式不同。
差压型气密仪的检测操作过程和直压型的差别主要是利用"标准品"作为参照物在相同的过程和状态条件下,比较被测工件与"标准品"的差异来判断被测工件是否合格。其检测过程如下:
首先在气密仪标示的标准品端接上标准品(标准品可以是一个被用多种方法检测合格并被确认为可以作为衡量其他与之相同的被测工件标准的工件或特定制品),然后同时对标准品与被测工件容腔充气(充气压力、时间等参数由工艺程确定),经过一段数秒或数十秒的平衡时间后,将标准品与工件被测容腔隔断进行数秒或数十秒的压力监视后比较二者的压力示值差,这个压力差就是工件被测容腔的压力泄漏值,若其值在允许范围内则认为被测品合格,否则判为不合格。









所有评论仅代表网友意见,与本站立场无关。